| 功能與特性 |
| 本MGC-526G2 控制器乃針對上糊機間隙控制所需要之功能而設計,使上糊機在上糊厚度的掌控上得以更加穩定,提升產品之品質。本控制器除了內藏差動式變壓器(LVDT)檢出功能外,亦可外接外部間隙位置訊號,來作定位之功能,可滿足各種間隙的檢出方式,便利於各種檢出器之安裝。本控制器由單晶片(微處理器)作為中央處理系統,無論是精度、演算、解析、定位都是數位化處理,大幅提升各種準確精度。尤其是內部可程式化設定,可依循各種機械條件做適當的變更;而達到精確的定位功能。本控制器更增加糊刀上/下與布頭手動跳躍之功能,使間隙控制之動作與操作能更加的便利。 |
| 組合之元件 |
MICRO GAP CONTROLLER |
数字间隙控制器 【MGC-526G2-125(6mm)、MGC-526G2-300(15mm)】
|
檢測器LVDT-225A-300(15mm) |
LVDT-225A-125(6mm) |
|
|
|
| 規 格 |
適用電壓: 1∮AC220V±15%,50/60HZ±5HZ。
適用檢出器:
(1)差動變壓器LVDT-225A-125(6mm)。
(2)差動變壓器LVDT-225A-300(15mm)。
(3)差動變壓器LVDT-225A-500(50mm)【預購品】。
(4)電阻尺0~4KΩ。
(5)可接受外部0~±10V 之位置檢出器使用。
用途:
(1)上糊機之間隙定位控制。 (3)各種導輪間之微間隙定位控制
(2)壓延機之間隙定位控制。 (4)磨皮、研磨之微間隙控制。
電氣規格:
(1)使用電源:1∮AC220V±15%,50/60HZ±5HZ,約4VA。
(2)輸入訊號:類比0~±10VDC。
LVDT 之交流壓差訊號0~5VAC。
(3)輸出訊號:電驛接點輸出(10A 250VAC)。
(4)手動上升/下降調整。
(5)自動追蹤定位功能。
(6)外部追蹤定位停止。
(7)糊刀上下電壓輸出(AC220V,2A 2 組)。 |
| 配線與安裝 |
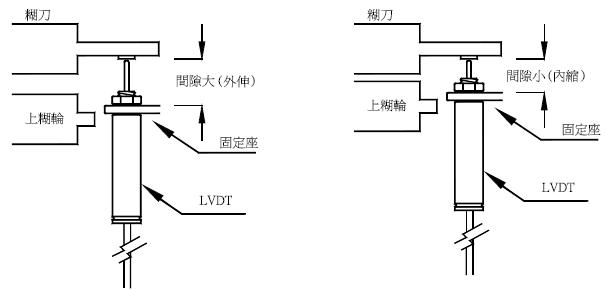
| 4-1 配線與安裝(安裝LVDT) |
|
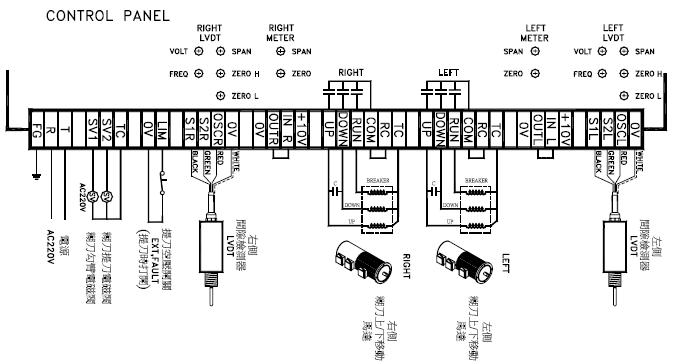
| 4-1 配線圖 |
|
| 操作盤面說明 |
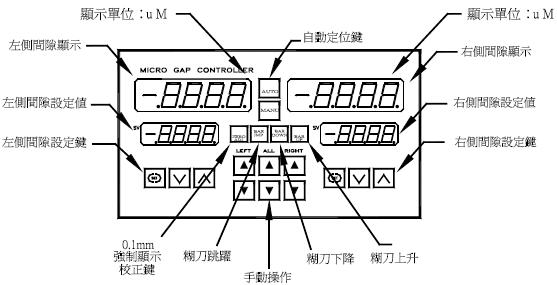
| 5-1 操作盤面說明 |
|
| 5-2 間隙操作與設定 |
| 左側: |
 |
| 右側: |
 |
※ 在自動定位模態中,如兩側所需之間隙需大幅度移動,請先停止自動定位模態(按MANU 鍵),以免一側先行位移造成糊刀或傳動機構扭曲;造成精度上之誤差。
5-3 操作者之簡易快速校正法:(ZERO 校正)在MANU 模式下按手動位移使兩側間隙下移到0.1mm(用厚薄實際測量不能以顯示值做依據)。再按ZERO 鍵持續3 秒後,顯示值自動變為0.1mm(即10 條),此時即完成快速校正法;且ZERO 燈持續亮著。(ZERO 鍵燈亮,表示操作者自行校正完成之狀態)。
※ ZERO 燈熄表示恢復為機械最初校正之實際位置,若要恢復機械最初校正之實際位置;請再按ZERO 鍵3 秒後即恢復(ZERO 燈熄)。
※ BAR UP 燈亮表示糊刀提刀,此時自動定位或手動操作均停止;且顯示Err2 與實際顯示位置交互閃爍。布頭跳躍操作:按BAR JMP 鍵,使糊刀提刀,此時顯示著Err2 與實際位置交互閃爍待布頭過後,放開BAR JMP 鍵,糊刀自動下降,一切恢復正常操作程序。 |
| 參數名稱與說明 |
| 參數表 |
符 號 |
名 稱 |
出廠值 |
範 圍 |
說 明 |
SCAL 顯示範圍 5
|
1,5,10,15
|
50mm
|
選擇顯示之範圍。
|
(如6mmLVDT 則請選5mm) |
HIPO 上限點設定
|
500.0條
|
0~500.0 條
|
(500μm)
|
位移上限保護設定。 |
LOPO |
下限點設定 5.0 條
|
-500.0~500 條
|
(500μm)
|
位移下限保護設定。 |
FEEL |
不感帶設定 0.3 條
|
0.0~10.0 條
|
(100μm)
|
定位可容許範圍設定。 |
|
參數說明
SCAL 顯示範圍:表示10VDC 時,最大的顯示刻度。(請依實際LVDT 規格設定,以得到最高之解析度與使用範圍) |
顯示內容 |
適用之LVDT |
顯示範圍 |
1 |
6mm |
-100.0∼0∼+100.0 條(1000μm) |
5 |
6mm |
-500.0∼0∼+500.0 條(5000μm) |
10 |
15mm |
-500.0∼0∼+1000.0 條(10000μm) |
15 |
15mm |
-500.0∼0∼+1500.0 條(15000μm) |
50 |
50mm |
-1000∼0∼+4000.0 條(40000μm) |
|
HIPO 上限點設定:容許間隙最大之極限點。
LOPO 下限點設定:容許間隙最小之極限點。
FEEL 不感帶設定:容許之最大定位範圍。
例:設0.2 時,當定位設為30 時,則29.8~30.2 均視為已定位。 |
10-2 範例說明:(6mm LVDT)
(1)圖:為兩側間隙控制,兩側均由LVDT 來作檢測,經設定值SV 比較後由內部RELAY 送出AC 電壓,使1ψ正逆馬達作追逐定位。盤面有糊刀上升、下降之功能經由電磁閥控制空壓缸;以達到提刀、下刀、布頭跳躍之功能。當糊刀上提或布頭跳躍時,定位功能暫停。待恢復後,自動定位功能再次啟動。當布頭跳躍時盤面顯示Err2,並且與實際位置交互顯示,糊刀上提勾臂勾住後,使布頭通過。此時定位功能亦停止,待布頭跳躍鍵放開後功能即恢復。
(2)範例試車步驟:
2-1 用手動操作使實際間隙於300μm 時,將兩側LVDT 固定,固定時請將探針內縮到黑線位置,再上緊(此為探針線性範圍下限處)。
2-2 將糊刀各處調整至水平,使糊刀與上糊輪之間隙任一點均相同之間隙。
2-3 確定手動操作方向,如方向相反請將正逆馬達之正反轉線圈對調即可。
2-4 手動調整使實際間隙為100μm(用厚薄規測量),兩側均要同時校正。
2-5 低點調整:調整本控制器後面之ZERO H、ZERO L(粗調H、細調L),使顯示為
100μm(10 條),【左側請調LEFT 左側,右側請調RIGHT 右側】。
2-6 按手動兩側上升,上升到實際間隙為3000μm(300 條),請用厚薄規測量;兩側都要同時校正。
2-7 高點調整:調整本控制器後面之SPAN,使顯示為3000μm(300 條),左側請調LEFT,右側請調RIGHT。
2-8 請再重覆2-4(低點調整)∼2-7(高點調整)反覆幾次後,直到正確即可。
2-9 進入參數設定使用範圍,如低點、高點限制⋯等。
2-10 設定兩側定位點,例:設1000μm(100 條)按自動鍵;此時自動鍵燈亮,兩側馬達運轉直到設定SV 間隙與PV 實際間隙相等時,才停止。
2-11 如果定位後仍然反覆追逐,可參考故障排除法之排除方式。
2-12 糊刀上下測試:按糊刀上,此時勾臂氣缸先行打開待1.5 秒後,糊刀氣缸上升使糊刀提起,此時間隙顯示為實際打開後之間隙(有時會更大因探針已外伸最長),此時本控制器所有間隙調整動作均停止。按糊刀下,此時糊刀氣缸先下降使糊刀下降,待1 秒後勾臂氣缸勾住,間隙調整動作均可正常操作。
2-13 布頭跳躍:按布頭跳躍鍵(寸動功能),此時糊刀氣缸上升;糊刀往上提(因勾臂没動作故糊刀只能上提原間隙再加上0.3mm 左右【0.3mm 由機械結構來調整,即布頭可通過之間隙】)。此時顯示板上顯示Err2 與現在布頭通過時的間隙交互閃爍,待布頭通過後,放開布頭跳躍鍵,糊刀氣缸下降,所有之動作均又正常,(如上次狀態在自動定位狀態,此時就馬上自動追蹤定位) |
維護與檢修 |
故障情形 |
可能原因 |
排除法 |
顯示器沒指示 |
(1) 工作電源±12V 或5V 不正常。
(2) 單晶片當機。
|
(1) 請查看+12V LED、-12V LED、+5V LED是否有亮燈亮表示工作電源正常。
(2) 請關電重新送電,若是多次後仍異常,請送廠維修。 |
上升/下降無效 |
(1) 外部線路錯誤。
(2) 馬達無運轉。
(3) 馬達有運轉但糊刀
没有移動。
(4) Err2。
(5) 糊刀之提刀燈亮。
(6) 內部上限或下限參
數限制住。 |
(1) 請查照線路配線是否正確。
(2) 檢查控制器是否有電壓出力,如有電壓表示馬達異常,請更換之。
(3) 請檢查傳動結構是否有鬆脫之現象。
(4) 外部暫停開關打開(表示糊刀在提刀位置)。
(5) 表示現於提刀位置(糊刀上升),請按糊刀下降使糊刀於正常位置即可。
(6) 請再次確認安全之上下降點並設定。 |
自動定位時一側位移較慢 |
可能是機械傳動偏心輪
兩側角度不一致造成。 |
請將偏心輪重新校正,使角度一致即可。 |
自動定位時,已到達定位點,但馬達反覆在定位點上下追蹤 |
(1) 傳動馬達没有刹車機構。
(2) 傳動速度過快,造成無法定位。
(3) 不感帶太小。 |
(1) 請加裝刹車機構。
(2) 請檢查機構齒輪比,是否不當或錯誤(一般位移速度約3 秒,位移20μm(2 條)的速度最為適當)。
(3) 請酌量加大不感帶設定。 |
實際間隙與顯示之間隙常變動或飄移 |
(1) 請確定檢測器安裝之位置,是否位於糊刀下方之實際位移距離。
(2) 下壓糊刀之空壓缸壓力太小。
(3) 傳動糊刀結構鬆脫。
(4) 下壓糊刀之空壓缸內部積水,造成空壓缸伸縮長度與壓力不足。 |
(1) 如不是則機構位移或鬆動或扭曲時,都容易造成誤差。
(2) 下壓之壓力約4KGS 以上,才可穩定兩側糊刀之間隙。
(3) 請檢查機械結構。
(4) 更換空壓缸並加裝防水措施。 |
|
|